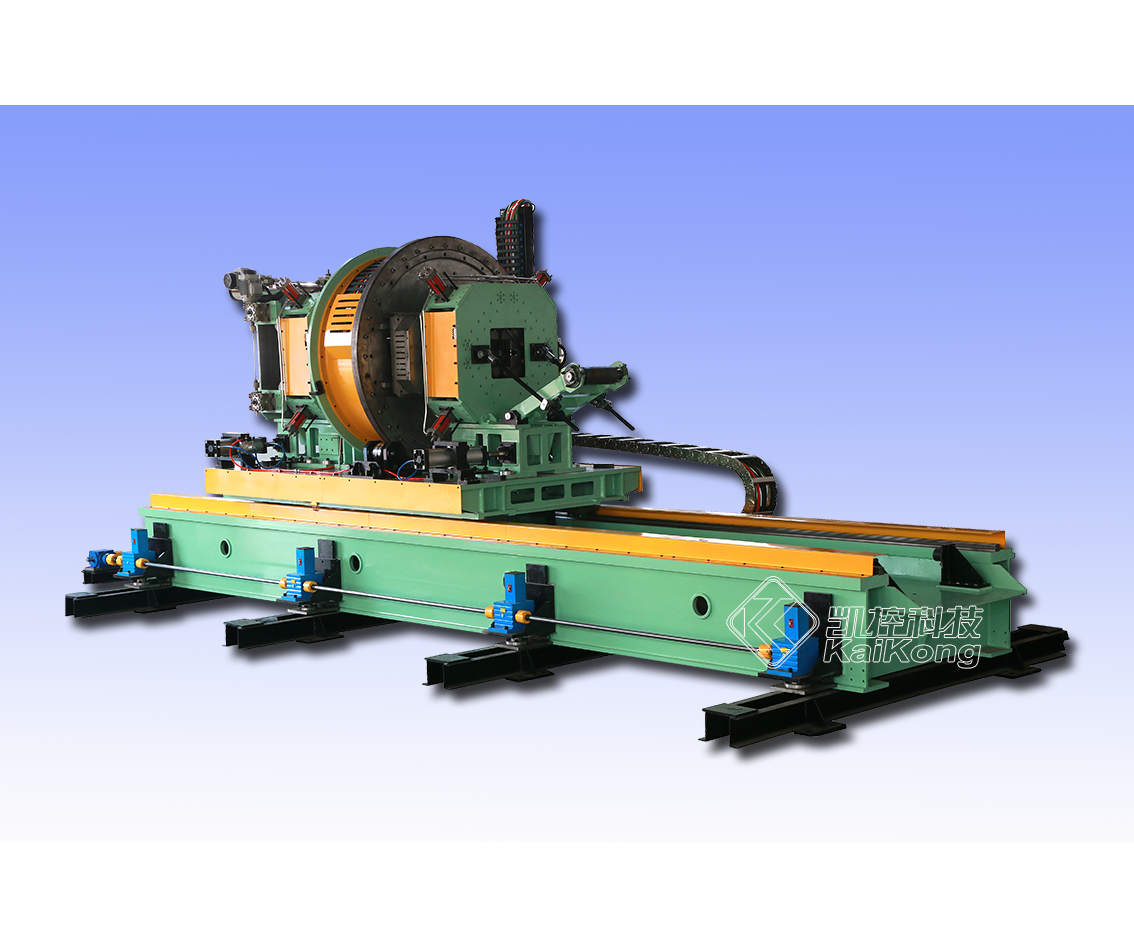
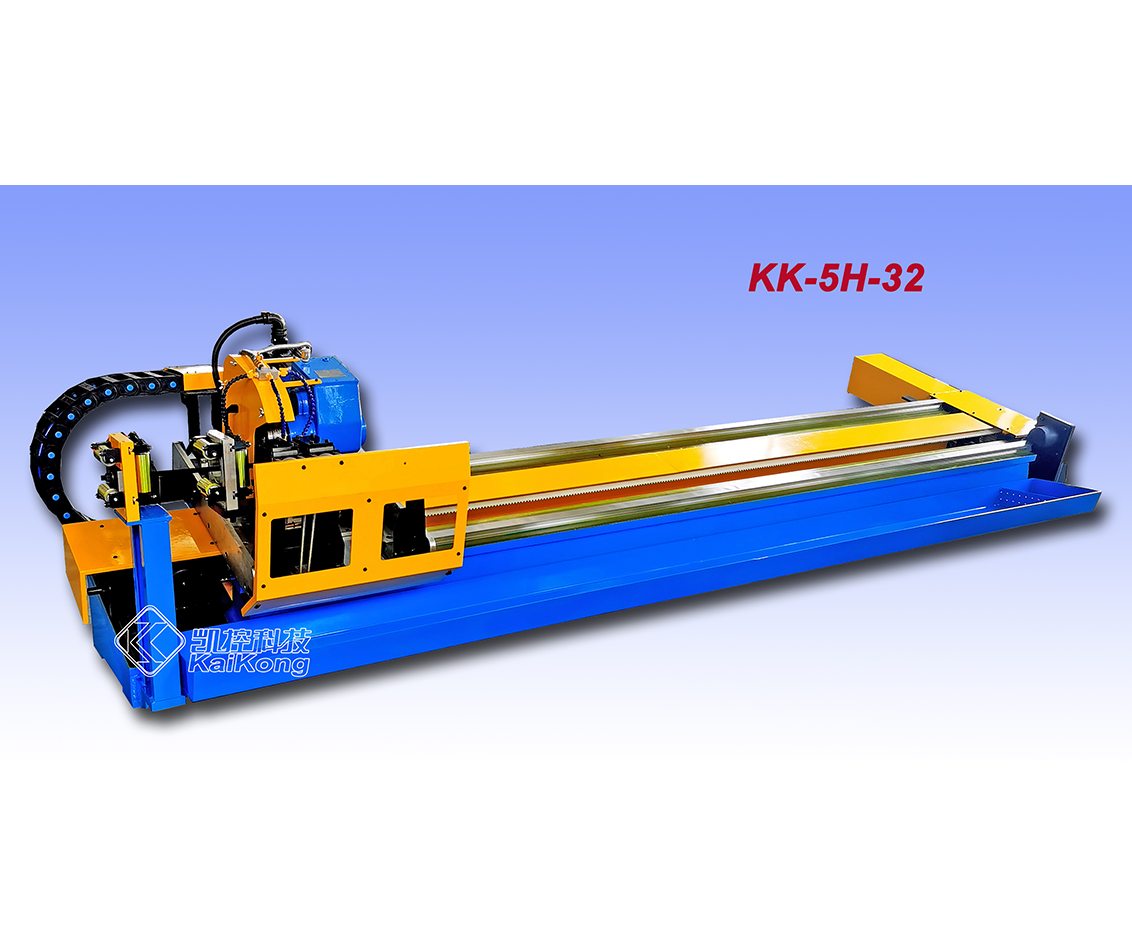
追孔定长切断飞锯
2021-12-25
2021-12-25
在连续冷弯型钢生产过程中,无论开口型钢或直缝焊管,都存在大量根据型材开孔位置确定切断位置的应用。传统生产过程往往是线上只生产定长料型,线下再进行二次冲孔,以工装保证定位精度。这种方式的生产效率低,设备投资大,场地占用多。
为此,凯控开发了根据线上冲孔位置,跟踪孔位定长切割的飞锯。
本飞锯检测孔位置的精度为±0.1mm,一旦检测到孔位,传感器快速送出信号,飞锯电控系统根据孔位启动跟踪程序,达到同步后进给电机推动锯片切断型材。实际生产,切口到孔位的距离误差小于±1mm,而且不受机组速度影响,完全满足工艺要求。
追孔定长切断飞锯